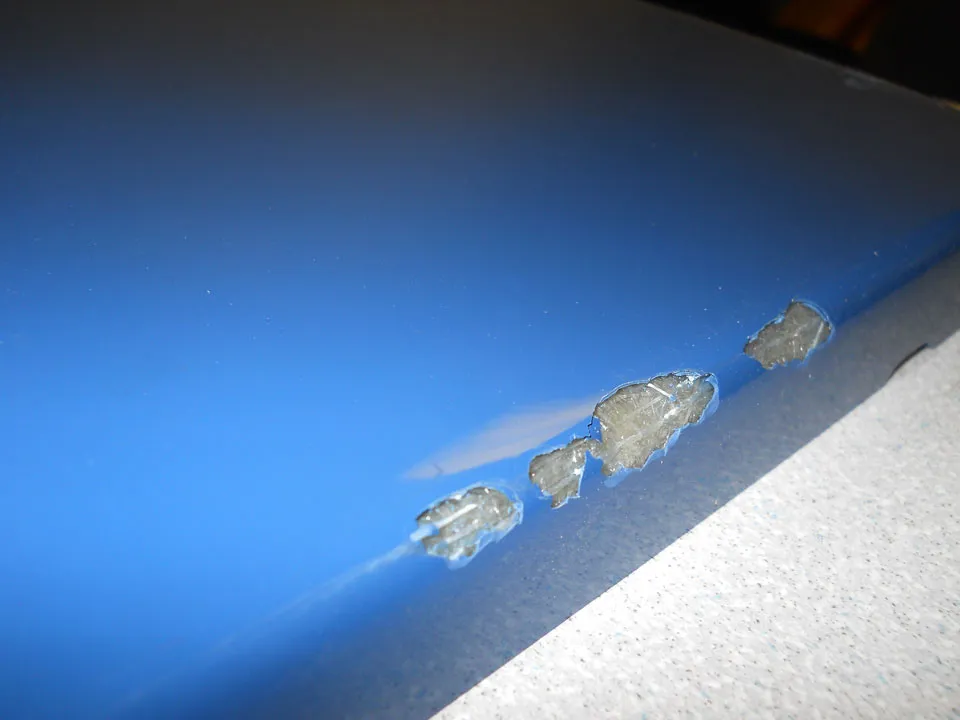
Quite often we are sent photos or actual parts to determine root cause and solution for prevention of various part defects. In this example, a base seat of a chair was sent which exhibits gel-coat breaking away exposing a void beneath.
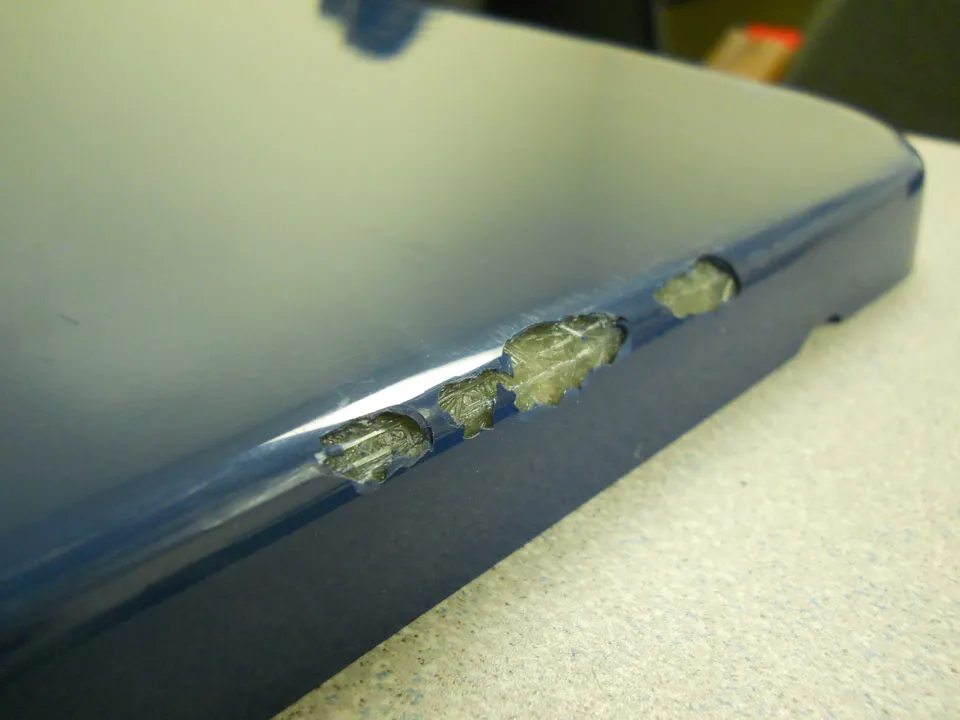
The actual root cause was air trapped between the gel-coat and the laminate during the injection process. This is due to the “air” not being compressed or encroached by the resin. To properly eliminate this molding defect there needs to be resistance to the leading edge of the resin flow path and that resistance must remain as the resin passes through these corner radii of the part. This effect can also be enhanced if the resistance continues beyond the radii towards the exit vent.
To best understand, the air resides in the mold at the atmospheric pressure it was when the mold was closed. When the resin begins to fill the mold is displaces the air, yet the air can find “hiding” places such as radii or top of pockets in the part geometry that are not forcefully filled with resin during the injection process. If however the leading edge of the resin flow path cannot migrate through the fiber fast enough so to speak the resin behind the leading edge looks for alternative paths. In the school here we try and illustrate like a crowd of people all rushing for a door, if those in the front aren’t moving fast enough those in the back start to push and shove others look around for another way to go.
Same holds true of the hydraulic resin flow path, in the case the front is not passing through the glass fiber fast enough, then the resin behind looks for other areas to fill, this then finds “air” pockets, once the resin begins to compress the air in the pocket, the air resists the change in its atmospheric pressure increasing and thus inherently rushes to the lower pressure area of the exit vent. So the ultimate solution is to fill the mold cavity cossectionally with fiber at a density needed to provide the needed structure of the final composite. Then control the FLOW RATE to keep that resin flow front flowing in a “wave” from the top to bottom mold surfaces. This requires that first the mold have accurate crossection, then the fiber be loaded in such a manner as to have enough “Loft” to fill the crossection. The the operator must be certain the fiber is stretched to fit the mold shape and NOT rely on the mold closer to form the fiber. Yet, what do you do if the crossection changes or is NOT accurate? Then additional fiber must be placed as needed tightly against the gel coat before forming the nominal glass layer.

As shown here the strips of fiber are pressed well into the radii, then the top layer of fiber is placed and formed over them.

Now as the resin fills the mold, with a controlled flow rate the mold will NOT open, the fiber will be filling the crossection and the resin leading flow front will create a wave that encroaches on the air within chasing the air to vent(s). Any air missed by the leading flow front will be encroached as the hydraulic pressure of the flowing resin exceeds the atmospheric pressure of any bubble and thus that bubble of air will pass through to the nearest vent of lower pressure.