The various low pressure closed molding processes continue to retain the interest of the molding community. Often however what is presented as new and “what everyone is converting too” is simply an introduction to a method that has been in practice for many years.
Today, we see the interest in vacuum infusion has gained the spotlight focus, especially with the offering of high tear strength silicone and latex materials used to produce the reusable “bags”. This has brought a level of economics not previously available by users of nylon film and butyl tape.
Over the years, vacuum infusion was thought of as a “slower”, low volume process as compared to open mold or even resin transfer molding which has been recognized as a medium volume process method.
Today, we see a trend to promote the use of the vacuum infusion process using reusable upper bags be it, silicone or latex, as a direct replacement for both open mold or RTM processes. Interesting as that is, the direct comparison shows some profound differences.
Standard Expectation
Still to this day the majority of products produced using FRP are using the open molding process; that is speaking of the conventional industries—industrial, recreational, medical, heavy truck, and aftermarket automotive markets. The conventional industries alone account for the majority use of unsaturated poly / vinyl esters and fiberglass composites in the market.
In that light, the fiber to resin ratio is often found to be ~30% fiber and 70% resin by weight, with a very common general purpose thickness of 1/8″ (3mm) in terms of a typical laminate profile.
First Notable Difference
Notable Difference With the Open Mold Process
In the open molding process to achieve a 1/8″ thickness one simply indicates to the operator, or robot, how many passes to make with the chopper gun or how many layers of a particular fiber to lay down. While here the target thickness is controlled in general by the operator as he can add too many or too few passes, or have too high of a resin content and so on, typically we are not coming up with thin laminate. The open mold industry on average has a thicker than required 1/8″ laminate, accounting for much of the experienced materials variance and waste.
While what we see pulled from the open mold process is typically close to the nominal prescribed thickness, if anything randomly too thick, while negative details can be said about the “B” side finish and uniformity. We find the typical open molded part performs well within spec tolerance.
Notable Difference With the RTM Process (RTM, LRTM, HP-RTM)
Alternatively, when we consider RTM closed molding (RTM, LRTM, HP-RTM), we see that by the fact we have a mold with two rigid halves, the actual molding tool part cavity sets the part thickness, here we can then load the mold with the prescribed dry fiber at the same weight as the open mold, inject the resin, and produce a part that performs similar to the open molded part in terms of physical strengths, especially comparing that of stiffness (flex modulus)—which initially is the first obvious factor in perceived strength.
RTM closed molding (RTM, LRTM, HP-RTM) produces a repeatable part which is near absolute thickness uniformity and consistency. This is made possible by having the molding tool’s part cavity set the part thickness and the injection system precisely controlling the injected resin. The operator in this process measures and lays the dry fiber in the mold cavity prior to injection. In comparison to the “expected standard” using that of open mold as the reference, 30% fiberglass and 70% resin by weight at 1/8″ laminate we produce a molded product with the same physical properties as open mold, yet with uniformity and consistency in material usage from molding to molding—injection to injection.
Notable Difference With the Vacuum Infusion (VARTM)
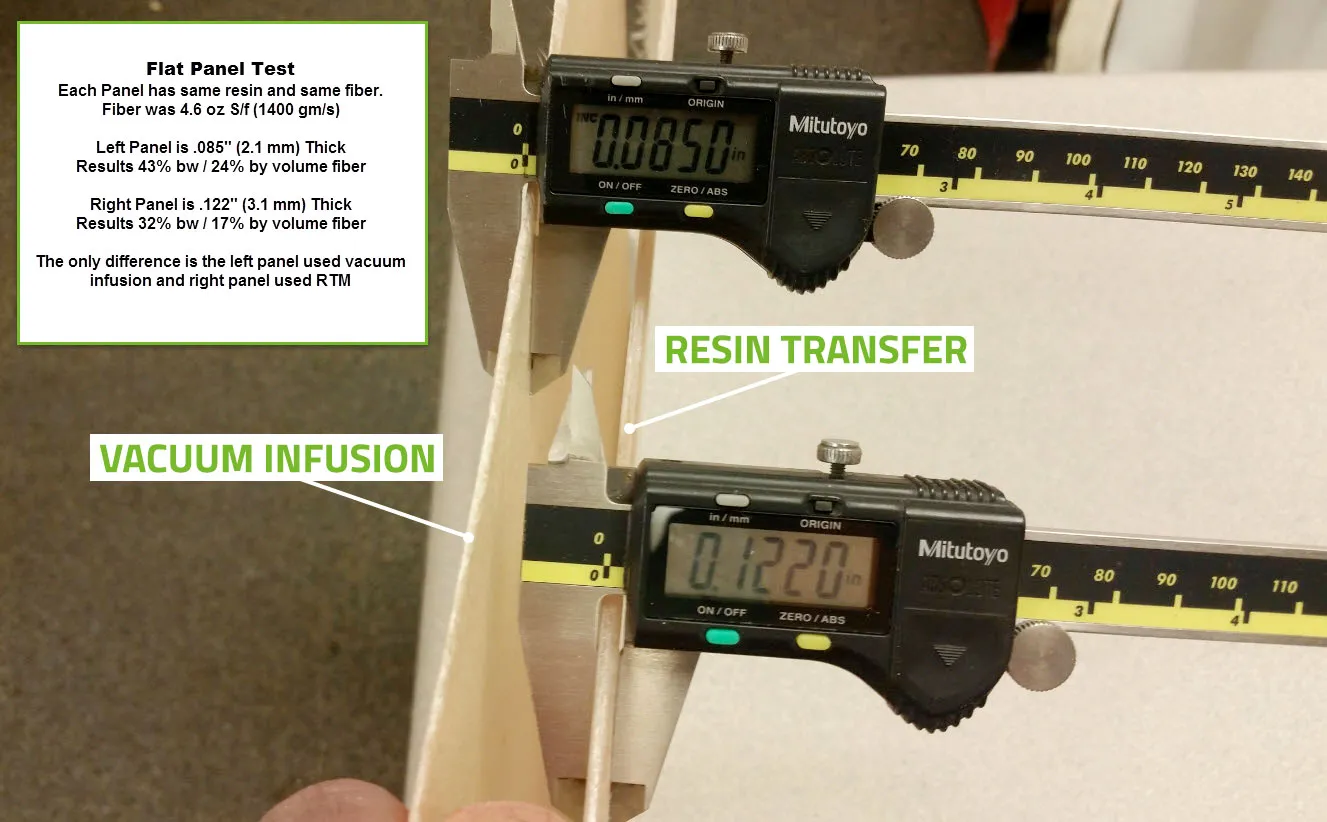
Now, if however, we were to load the same dry fiber / weight as used in the open mold or RTM ridged mold method into a single sided ridged mold with an upper half of either nylon film, silicone or latex rubber, then inject resin into the mold, we will find that the produced product is not the same thickness as the open mold product or other various forms of RTM. In the infusion process the thickness is a factor of dry fiber thickness and it’s compaction factor under vacuum. Unlike in open mold where the thickness is controller by the operator, or in an RTM process where the thickness is controlled by the mold tooling cavity, the infusion process produces a part with a thickness controlled by the fiber’s compaction under vacuum.
At the same fiber loading per square foot of area we are seeing a reduce in resin usage and a much greater fiber content in the vacuum infusion process – when compared to open mold or an RTM process. Initially the reduction of resin is seen as a major benefit, primarily for its cost savings. However we immediately find that our produced parts are now far more flexible, which is not always accepted within the products specification.
In consideration that the majority of the products produced are not what we would compare to an optimized or “engineered” laminate, we are seeing many stumble into the assumption that using the infusion process offers a reduction in resin use at the same fiber weight all with the benefit of closed molding at lower mold cost to RTM. At least this is what is being said when introduced to the “new” process of vacuum infusion. In the end the thinner, more flexible product may be acceptable for some in the industry, it’s often found to be too thin and too flexible.
Overcoming the thin laminate is a simple fix. Simply adding fiber layers or other “bulking” media to the dry fiber will result in stiffening up the final product. Yet, the added fiber material may void the savings in resin reduction and or set the bill of material for that product at a premium over the open mold or an RTM process methods.
Surface Finish
The second notable difference when comparing the moldings from open mold to closed molding is the final part surface. Again, using open mold as a “standard of acceptance” and processes methods using non heated tooling, we can say that the open molded part surface will have less fiber print than that of a closed molded part.
This is in part due to the fact that in open mold, the resin is curing often in two steps having a “skin coat” initially applied and rolled out over the gel coat, then a “bulk” layer applied to build to final thickness. Where in the various closed molding process of RTM or vacuum infusion the resin is all cured to final thickness in one step, resulting in a more rapid cure and typically showing more fiber print and other similar imperfections.
This is especially true of the vacuum infusion process where the dry fiber is packed tightly to the gel coat which is cured well enough to withstand the styrene from the molding resin and not alligator, yet still soft enough to be imprinted by the fibers pressed tightly to the gel back side surface. There is again a simple solution to surface finish in both the vacuum infusion and RTM. With the use of veil, low profile resins, and or barrier coats we are able to produce a premium surface finish. Yet, again adding these additional materials increases the products bill of materials, and may exceed the perceived cost reductions.
Surface finish is often one of the first struggles we see with customers in the industry who have transition to the vacuum infusion process. Followed by the thinner, more flexible part they’re quick to deters them from their assumption that the product molded using the vacuum infusion process was a direct replacement for the open mold or an RTM process.
Comparison Summary
Lets review for a moment. We can use the open mold process as the standard for expectation in terms of “feel” for flexibility and “sight” for surface finish, by changing laminate schedule we can meet the feel of stiffness in vacuum infusion by increasing the fiber pack volume, and in both RTM and vacuum infusion we can achieve a premium surface finish with use of veils and barrier coats and low profile resins.
What this article is meant to highlight at this point; is that transitioning into closed molding is not simply adding a bag to an open mold tool and expecting it will produce an equal product. Or even transition between vacuum infusion and an RTM process to produce equal products. Equal transitions can be made at the expense of changes in the material. Which will directly affect the final cost of the product—generally costing more than open mold in terms of pound for pound material costs of the product.
Now to be certain we clarify, our discussion here is based on an industry that for the most part is not working to finite standards. The mass volume of products produced is in open mold and the majority of those parts are produced based on anecdotal material selection. It’s quite possible, and well known, that using any of the process we can achieve specific structural and aesthetic properties. The goal of this article is to bring attention to the majority of molders with their goals of keeping the bill of materials as close as possible, and produce a final product that is inline with their accustom open mold “standard”. Naturally the faster production of RTM and even vacuum infusion with reusable bags offsets tooling and or bag cost, the focus here is on perception of materials and results in the final molded product.
The Toolbox of Processes Methods
The open molding process, while very common method of molding an FRP product, is only one of several “tools” of the trade as it were. That is precisely the point, each process method should be viewed as a “tool” one of many in our molder’s toolbox.
Each process method—tool—of molding has advantages and disadvantages; no part can only be molded one way, yet often the most practical way is limited to one or two of the “tools” in our process methods toolbox.
If you however consider process methods such as vacuum infusion, RTM, and open mold as “tools” then when one considers how to produce a particular product in FRP, they can reach into their toolbox of methods with a complete understanding of how each method is going to yield a given result.
This is the ideal manner to view the process selection. Never should we view methods as “new” or “up and coming” the way everyone is moving and so on… yet too often this is exactly how the decision is made to produce a product. The second is to view strictly by the cost of the mold, which is another discussion altogether. For example, vacuum infusion “tooling” is ~25% less than an RTM process tooling while open mold tooling is ~45% of RTM—though often overlooked is the final cost depends on the production cycles per shift as well as other factors, not just the initial tooling cost.
It is true, you can use a blade tipped screwdriver as a chisel, yet for the most part a blade tipped screwdriver is neither a chisel nor a pry bar, it is a tool to be used with a slotted head fastener. So it is with each of the molding processes.